






 MWC 2018
MWC 2018 2018
2018 Computex
Computex
⇣ Содержание
|
Опрос
|
реклама
Самое интересное в новостях
3D-принтеры
3D-принтерыЛазерная печатьА теперь перейдем к настоящим объемным принтерам. В них используются несколько различных технологий. Исторически, первой было разработана так называемая стереолитография (StereoLithography или SLA). Принцип был изобретен и запатентован Чарльзом Халлом (Charles Hull) еще в 1986 году. Затем Халл основал компанию 3D Systems, которая занималась выпуском соответствующего оборудования. Позже к ней присоединились немецкая EOS GmbH, японские Sony-DMEC и Mitsui Engineering, а также несколько других. Суть стереолитографии в следующем - в рабочей зоне принтера находится жидкий фотополимер. При освещении ультрафиолетовым светом фотополимер затвердевает и превращается в достаточно прочный пластик (фотополимеры активно используются дантистами для пломбирования, так что, думаю, многие из читателей с ними знакомы). Для засветки полимера используется либо ультрафиолетовый лазер, либо обычная ультрафиолетовая лампа (о чем чуть позже). Луч лазера фактически попиксельно сканирует рабочую плоскость и формирует отдельные твердые "пиксели", пока не нарисует на пластике сечение модели. Затем уровень фотополимера повышается (точнее, опускается рабочий стол вместе со сформированной частью модели), и поверх него рисуется следующий слой, пока модель не будет полностью готова. Стереолитография позволяет получить точность "отпечатка" порядка десятых долей миллиметра, хорошо воспроизводит мелкие детали и обеспечивает достаточно ровную поверхность объекта. Эта технология лучше всего обкатана и наиболее широко распространена. Впрочем, не лишена она и недостатков - установки, равно как и расходные материалы, достаточно дороги (цена такого принтера составляет порядка сотен тысяч долларов). К тому же обрабатываемый материал ограничивается только фотополимерами.  Принцип работы SLA-машины 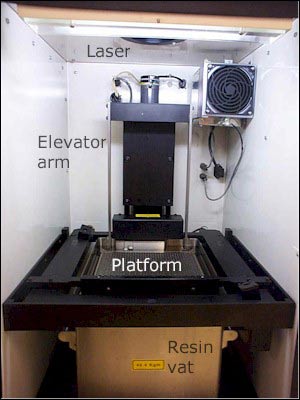 Так выглядит стереолитографическая машина изнутри. 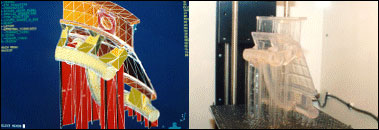 Модель в CAD-программе и она же, но уже изготовленная в пластике по SLA-технологии Более скоростной вариант этой технологии первоначально был разработан компанией Cubital Inc. (ныне, судя по всему, покойной). Назывался он Solid Ground Curing или, сокращенно, SGC. В качестве рабочего материала в ней тоже использовался фотополимер, но засветка производилась ультрафиолетовой лампой сразу для всего рабочего слоя. Засветка велась через фотошаблон, который для каждого слоя печатался на стекле по технологии, напоминающей лазерную печать. Обработка всего слоя одновременно вместо попиксельного сканирования лазерным лучом как раз и позволяла достичь достаточно высокой скорости построения объекта. Сейчас систему на похожем принципе предлагает, например, немецкая компания Еnvisiontec. Устройство называется Prefactory (весьма говорящее название) и представляет собой систему быстрого прототипирования для конечного пользователя. Машинка занимает всего 0.3 квадратного метра площади, так что ее можно установить даже в небольшом офисе. Засветка производится при помощи технологии DLP (Digital Light Processing), аналогичной используемым в компьютерных проекционных системах. Разрешение (для одного рабочего слоя) составляет 1280x1024 пикселя при размере пикселя 150 или 90 микрон. Толщина слоев варьируется от 150 до 50 микрон. На Prefactory можно делать прототипы размером около 190x152x230 мм, а скорость печати составляет до 15 мм в час (в высоту). Управляется принтер встроенным компьютером под управлением Linux, а связь с внешним миром идет по Ehternet через локальную сеть. Фактически, посылать задания на Prefactory можно, как на обычный сетевой принтер.  Компактный 3D-принтер Envisiontec Prefactory Лазерное спеканиеАльтернативный метод трехмерной печати называется лазерным спеканием (Selective Laser Sintering - SLS).Тут, как легко догадаться, тоже используется лазер, но в качестве рабочего материала выступает уже не фотополимер, а порошок какого-нибудь относительно легкоплавкого пластика. Пластик в рабочем объеме SLS-машины нагревается почти до температуры плавления, а чтобы он не загорелся и не стал окисляться, в рабочую зону подается азот. Затем мощный лазер опять же рисует по пластиковому порошку сечение детали, пластик нагревается выше температуры плавления и спекается. Сверху насыпается следующий слой и процедура повторяется. В конце работы лишний порошок просто стряхивается с готовой модели. Этот процесс был разработан в конце 80-х годов в Техасском университете в Остине и запатентован в 1989 году выпускником университета Карлом Декардом (Carl Deckard). Затем процесс был коммерциализирован фирмой DTM Corp. Лазерное спекание тоже обеспечивает достаточно высокое качество деталей, хотя поверхность у них получается пористой. Зато полученные методом SLS модели - самые прочные и эту технологию, в принципе, можно использовать для малосерийного производства. Правда, установка SLS достаточно сложная и дорога, а скорость производства составляет всего несколько сантиметров (высоты) в час (плюс, несколько часов на нагревание и остывание установки).  Так работает аппарат лазерного спекания  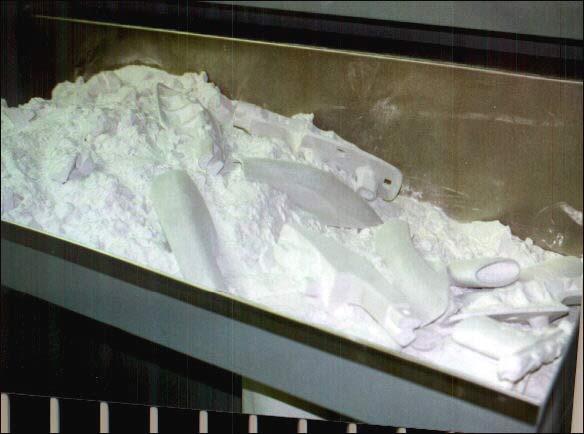 Так выглядит аппарат SLS и изготовленные в нем детали Кроме неплохой точности изготовления и высокой прочности полученных "распечаток", SLS обладает еще несколькими важными достоинствами. Во-первых, лазерное спекание позволяет изготовлять модели с подвижными частями - например, с работающими петлевыми соединениями, нажимающимися кнопками и так далее. Во-вторых, для SLS-процесса разработаны специальные материалы, позволяющие напрямую изготавливать металлические детали. В качестве порошка здесь используются микрочастицы стали, покрытые сверху слоем связующего пластика. Спекание пластика происходит как обычно, а затем "отпечатанная" деталь обжигается в печи. При этом пластик выгорает, а освободившиеся поры заполняются бронзой. В результате, получается объект, состоящий на 60% из стали и на остальные 40% и бронзы. По своим механическим характеристикам он превосходит алюминий и приближается к классической нержавеющей стали. Фактически, SLS уже сейчас позволяет производить полноценные металлические предметы, причем произвольной формы. Кроме того, имеется аналогичный материал с керамической или стеклянной сердцевиной - из него можно делать модели, устойчивые к высоким температурам и агрессивным химическим веществам. Если бы только сам процесс не был так дорог… 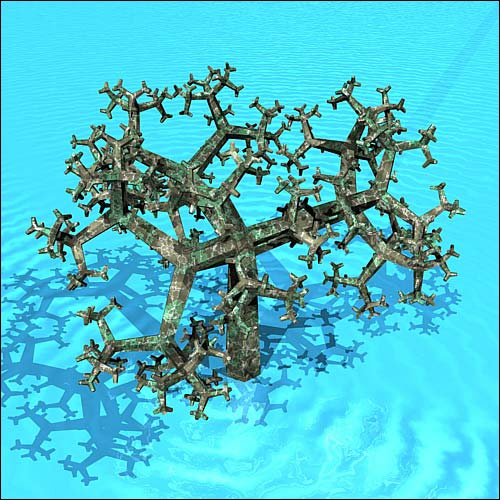 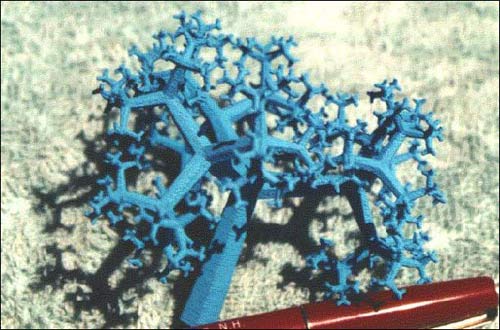 Модель и ее воплощение по технологии лазерного спекания ЛаминированиеЕще одна технология объемной печати с использованием лазера - это ламинирование. Разработана она была компанией Helysis и проходила под торговой маркой LOM (Laminated Object Manufacturing). Сама Helysis в 2000 прекратила существование, а на основе ее технологии сейчас разрабатывают свое оборудование несколько других производителей. Суть технологии такова - в машину по очереди заряжаются тонкие листы рабочего материала, из которого затем лазером вырезаются слои будущей модели. После резки слои склеиваются друг с другом. В качестве материала первоначально использовалась специальная бумага со слоем клеящего вещества. Однако таким образом можно также нарезать тонкий пластик, керамику и даже металлическую фольгу.  Принцип работы объемного принтера на ламинировании
⇣ Содержание
Если Вы заметили ошибку — выделите ее мышью и нажмите CTRL+ENTER.
Материалы по теме
|
© 1997—2026 Электронное периодическое издание "3ДНьюс" | Свидетельство о регистрации СМИ Эл ФС 77-22224
выдано Федеральной Службой по надзору за соблюдением законодательства в сфере массовых коммуникаций и охране культурного наследия
При цитировании документа ссылка на сайт с указанием автора обязательна. Полное заимствование документа является
нарушением
российского и международного законодательства и возможно только с согласия редакции 3DNews.





